徐经理:152 9468 9888,0372-3711111
张经理:187 9076 4555,0372-3638886
李经理:139 3999 2017,0372-3189899
张经理:139 3721 7373,0372-5359800
Q Q: 273089829
邮箱:694087778@qq.com
网址:http://www.zbzy98.com
地址:安阳市文峰大道西段
JISG3106

日本工业标准JIS
焊接结构用轧制钢材
JIS G 3106-2004
介绍:本标准对1999修订的原日本工业标准进行了再次修订,如扩大了扁钢的范围。并且将1995年修订发行的ISO 630 结构用钢材—钢板、宽扁钢、棒钢及型钢,在不改变技术内容前提下进行了翻译,作为本标准的附录2。
1适用范围
本标准适用于桥梁、船舶、车辆、石油贮罐、容器及其他结构件用具有良好的焊接性能的热轧钢材(以下简称钢材)。
注:在本标准中,标准正文和附录2同样适用。
以下是本标准对应的国际标准。
另外,根据ISO/IEC导则21,JIS标准采用相应国际标准的对应程度符号是IDT(等同),MOD(修改)和NEQ(非等效)。
ISO 630:1995 结构钢-钢板、宽钢板、钢棒、型钢(MOD)
2规范性引用文件
本标准附表1中列出的标准通过本标准的引用而成为本标准的条文。这些标准的新版本(包括修改单)适用于本标准。
3分类和牌号
钢材可分为11类,其牌号如表1所示。
表1 牌号
牌号 | 适用厚度 mm |
SM400A | 钢板、钢带、型钢及扁钢 不大于200 |
SM400B | |
SM400C | 钢板、钢带及型钢 不大于100 扁钢 不大于50 |
SM490A | 钢板、钢带、型钢及扁钢 不大于200 |
SM490B | |
SM490C | 钢板、钢带及型钢 不大于100 扁钢 不大于50 |
SM490YA | 钢板、钢带、型钢及扁钢 不大于100 |
SM490YB | |
SM520B | 钢板、钢带、型钢及扁钢 不大于100 |
SM520C | 钢板、钢带及型钢 不大于100 扁钢 不大于40 |
SM570 | 钢板、钢带及型钢 不大于100 扁钢 不大于40 |
注:1.根据供需双方协议,SM520B、SM520C及SM570可以生产厚度到150mm的钢板。
2.根据供需双方协议,SM400C和SM490C可生产厚度75mm的扁钢,SM520C可生产厚度达到50mm的扁钢。
4化学成分
钢材应按照10.1条进行成分分析试验,表2给出了熔炼分析值。
表2 化学成分
单位%
牌号 | C | Si | Mn | P | S |
SM400A
| 厚度≤50mm , ≤0.23 >50~200mm, ≤0.25 | _ | ≥2.5× C(1) | ≤0.035 | ≤0.035 |
SM400B
| 厚度≤50mm , ≤0.20 >50~200mm, ≤0.22 | ≤0.35 | 0.60~1.40 | ≤0.035 | ≤0.035 |
SM400C | 厚度≤100mm , ≤0.18 | ≤0.35 | ≤1.40 | ≤0.035 | ≤0.035 |
SM490A
| 厚度≤50mm , ≤0.20 >50~200mm, ≤0.22 | ≤0.55 | ≤1.60 | ≤0.035 | ≤0.035 |
SM490B
| 厚度≤50mm , ≤0.18 >50~200mm, ≤0.20 | ≤0.55 | ≤1.60 | ≤0.035 | ≤0.035 |
SM490C | 厚度≤100mm , ≤0.18 | ≤0.55 | ≤1.60 | ≤0.035 | ≤0.035 |
SM490YA | 厚度≤100mm , ≤0.20 | ≤0.55
| ≤1.60 | ≤0.035 | ≤0.035 |
SM490YB | |||||
SM520B | 厚度≤100mm , ≤0.20 | ≤0.55 | ≤1.60 | ≤0.035 | ≤0.035 |
SM520C | |||||
SM570 | 厚度≤100mm , ≤0.18 | ≤0.55 | ≤1.60 | ≤0.035 | ≤0.035 |
注(1):C的值适用于实际的熔炼分析值。
注:1.如有需要,可以添加表2以外的合金元素。
2. 牌号为SM520B、SM520C及SM570,厚度大于100mm不大于150mm 的钢板的化学成分,应由供需双方协商确定。
5碳当量及焊接裂纹敏感性成分当量
5.1 SM570的碳当量及焊接裂纹敏感性成分当量 SM570的碳当量及焊接裂纹敏感性成分当量应符合下列规定。此外,碳当量适用于淬火回火的钢材。
a) 碳当量用10.1条熔炼分析值按下列公式计算,其值应符合表3的规定。
碳当量(%)![]() (1)
(1)
表3 碳当量
钢材的厚度,mm | ≤50 | >50~100 | >100 |
碳当量,% | ≤0.44 | ≤0.47 | 根据供需双方协议。 |
b) 根据供需双方协议,可以用焊接裂纹敏感性成分当量代替碳当量。此时,焊接裂纹敏感性成分当量,用10.1条熔炼分析值按下列公式计算,其值应符合表4的规定。
焊接裂纹敏感性成分当量(%)![]() (2)
(2)
表4 焊接裂纹敏感性成分当量
钢材的厚度,mm | ≤50 | >50~100 | >100 |
焊接裂纹敏感性成分当量,% | ≤0.28 | ≤0.30 | 根据供需双方协议。 |
5.2 进行控轧控冷的钢板的碳当量及焊接裂纹敏感性成分当量 根据供需双方协议,进行控轧控冷的钢板的碳当量,以及根据供需双方协议可以用焊接裂纹敏感性成分当量代替碳当量应符合下列规定。
a) 碳当量 碳当量用10.1条熔炼分析值按5.1条公式(1)计算,其值应符合表5的规定。
表5 碳当量
%
牌号 | SM490A SM490YA SM470B SM490YB SM490C | SM520B SM520C | |
适用厚度 | ≤50mm | ≤0.38 | ≤0.40 |
>50~100mm | ≤0.40 | ≤0.42 | |
注:厚度大于100mm 的钢板的碳当量,应根据供需双方协议。
b) 焊接裂纹敏感性成分当量 焊接裂纹敏感性成分当量用10.1条熔炼分析值按5.1条的公式2计算,其值应符合表6的规定。
表6 焊接裂纹敏感性成分当量
%
牌号 | SM490A,SM490B,SM490C SM490YA,SM490YB | SM520B,SM520C | |
适用厚度 | ≤50mm | ≤0.24 | ≤0.26 |
>50~100mm | ≤0.26 | ≤0.27 | |
注:厚度大于100mm 的钢板的焊接裂纹敏感性成分当量,应根据供需双方协议。
6力学性能
6.1屈服点、屈服强度、抗拉强度和伸长率
钢材应按照10.2条进行力学性能试验,表7给出了屈服点、屈服强度、抗拉强度和伸长率。
6.2夏比冲击吸收功
厚度大于12mm的钢材,按10.2条进行试验,其夏比冲击吸收功应符合表8规定。此时,夏比冲击吸收功为3个试样的平均值。
表8 夏比冲击吸收功
牌号 | 试验温度,℃ | 夏比冲击吸收功,J | 试样 |
SM400B | 0 | ≥27 | 沿轧制方向的V形缺口试样 |
SM400C | 0 | ≥47 | |
SM490B | 0 | ≥27 | |
SM490C | 0 | ≥47 | |
SM490YB | 0 | ≥27 | |
SM520B | 0 | ≥27 | |
SM520C | 0 | ≥47 | |
SM570 | -5 | ≥47 |
表7 屈服点或屈服强度,抗拉强度及伸长率
种类的 牌号 | 屈服点或屈服强度,N/mm2 | 抗拉强度,N/mm2 | 伸长率 | ||||||||
钢材的厚度(2) ,mm | 钢材的厚度(2) , mm | 钢材的厚度(2) mm | 试样 | % | |||||||
≤16 | >16~40 | >40~75 | >75~100 | >100~160 | >160~200 | ≤100 | >100~200 | ||||
SM400A SM400B | ≥245 | ≥235 | ≥215 | ≥215 | ≥205 | ≥195 | 400~510 | 400~510 | ≤5 >5~16 >16~50 >40 | 5 号 1A 号 1A 号 4号 | ≥23 ≥18 ≥22 ≥24 |
SM400C | - | - | |||||||||
SM490A SM490B | ≥325 | ≥315 | ≥295 | ≥295 | ≥285 | ≥275 | 490~610 | 490~610 | ≤5 >5~16 >16~50 >40 | 5 号 1A 号 1A 号 4号 | ≥22 ≥17 ≥21 ≥23 |
SM490C | - | - | |||||||||
SM490YA SM490YB | ≥365 | ≥355 | ≥335 | ≥325 | - | - | 490~610 | - | ≤5 >5~16 >16~50 >40 | 5 号 1A号 1A号 4 号 | ≥19 ≥15 ≥19 ≥21 |
SM520B SM520C | ≥365 | ≥355 | ≥335 | ≥325 | - | - | 520~640 | - | ≤5 >5~16 >16~50 >40 | 5 号 1A号 1A号 4 号 | ≥19 ≥15 ≥19 ≥21 |
SM570 | ≥460 | ≥450 | ≥430 | ≥420 | - | - | 570~720 | - | ≤16 >16 >20 | 5 号 5 号 4 号 | ≥19 ≥26 ≥20 |
注(2):型钢时,钢材的厚度为附录图1试样的取样位置的厚度。
注:1. 表7不适用钢带的两端。
2. 厚度大于100mm 钢材使用4号试样的伸长率,厚度每增加25mm或不足25mm,表7伸长率的数值减少1%。但大为3%。
3. SM520B、SM520C及SM570的厚度大于100mm但不大于150mm 的钢板的屈服点或抗拉强度及伸长率,应根据供需双方协议。
7外形、尺寸、重量和允许偏差
外形、尺寸、重量和允许偏差应符合以下标准的规定。
JIS G 3192、JIS G 3193、JIS G 3194
在这种情况下,如无特殊规定,钢板和切边钢带的宽度允许偏差和钢板的长度允许偏差应符合JIS G 3193的A类偏差。
8外观
钢材的外观应符合JIS G 3192第9条、JIS 3193第6条和JIS G 3194第8条的规定。
此外,SM570钢板的焊补,应符合事前供需双方的协议。
9热处理和代号
9.1热处理
如有要求,钢材可以进行正火、淬火回火或回火热处理。此外根据供需双方的协议,还可以进行控轧控冷等热处理。
9.2热处理的代号
钢材进行热处理时,表示热处理的代号按下列规定。
此外,使用表1给出的标记热处理的代号时,应标记在牌号的未尾。
a)根据供需双方协议,对钢材进行正火时:N
b)根据供需双方协议,对钢材进行回火时:T
c)对钢材进行淬火回火时:Q
d)对钢材进行控轧控冷时:TMC
e)对钢材进行适当的热处理时:按协议
代号举例:SM 490 CN,SM 570 TMC
10试验方法
10.1化学成分分析
10.1.1化学成分分析的一般要求
钢材的化学成分应由熔炼分析测定,分析试验的一般要求和分析试样的取样方法应符合JIS G 0404第8条的要求。
10.1.2分析方法
化学成分分析方法应根据以下标准之一进行:
JIS G 1211,JIS G 1212,JIS G 1213,JIS G 12114,JIS G 1215,JIS G 1216,JIS G 1217, JIS G 1218,JIS G 1219,JIS G 1221,JIS G 1227,JIS G 1238,JIS G 1253,JIS G 1256,JIS G 1257,JIS G 1258
10.2力学试验
10.2.1试验的一般要求 力学试验的一般要求应符合JIS G 0404第9条的规定。试样的取样方法应符合A类,试样数量和取样位置应符合以下规定。
a)拉伸试样的数量 拉伸试样的数量按下列规定。
1) 钢板及扁钢 同一炉钢、大厚度在小厚度的2倍以内者组成1批,从中取1个拉伸试样。但一批的重量大于50t时,取2个拉伸试样。此时如单张钢板重量大于50t时,取1个拉伸试样。
2) 钢板及其它剪切产品 同一炉钢、同一厚度组成一批,从中取1个拉伸试样。但一批的重量大于50t时,取2个拉伸试样。
3) 型钢 同一炉钢、同一断面形状,大厚度在小厚度的2倍以内者组成一批,从中取1个拉伸试样。但一批的重量大于50t时,取2个拉伸试样。
4) 经热处理的钢材的试样数量 同一炉、同一断面形状、同一热处理制度的经热处理的钢材的试样的数量,应按照1)、2)及3)的规定。
b)冲击试样的数量 没有进行热处理的钢材,从同一炉,同一断面形状的试验批中的大厚度钢材中取1个样坯。对进行热处理的钢材,从来自同一炉,同一断面形状的试验批中的大厚度钢材中取1个样坯,在同样的热处理制度进行热处理。每个样坯上沿轧制方向取3个试样。
c)拉伸试样的取样位置 拉伸试样的取样位置应按照JIS G 0416的规定。但也可使用附录1。钢带试样的取样应从靠近待评估材料的区域取样。
d) 冲击试样的取样位置 冲击试样的取样位置应按照JIS G 0416的规定。对厚度不大于40mm的产品,应使用JIS G 0416附录A图1.11a)的规定;对厚度大于40mm的产品,应采用JIS G 0416附录A图1.11b)的规定。
10.2.2试样
拉伸试样及冲击试样应符合下列规定。
a) JIS Z 2201的1A号、4号或5号试样
b) JIS Z 2202V型缺口试样。在这种情况,试样V型缺口的纵向应垂直轧制方向。
10.2.3试验方法 拉伸及冲击试验方法应符合下列规定。
a) JIS Z 2241
b) JIS Z 2242
10.2.4拉伸试样不能按规定尺寸采取的拉伸试验 拉伸试样不能按规定尺寸采取时,拉伸试验的实施或其规定尺寸、试验值等应由供需双方协商确定。
10.2.5钢带的拉伸试验及冲击试验的省略在得到用户认可时,可不进行钢带的拉伸试验及冲击试验。
11检验
11.1检验
检验应包括以下内容:
a) 检验的一般事项应符合JIS G 0404的规定。
b) 化学成分必须符合第4章的规定。
c) 碳当量或焊接裂纹敏感性成分当量必须符合第5章的规定。
d) 力学性能必须符合第6章的规定。
e) 形状、尺寸及重量必须符合第7章的规定。
f) 外观必须符合第8章的规定。
g) 用户除进行a)到f)的检验外,还可以指定JIS G 0801或JIS G 0901的超声波探伤等检验。在这种情况,试验方法及是否合格的判定标准应有供需双方提前协商。
11.2复验
复验按下列规定。
a) 拉伸试验不合格的钢材,可按JIS G 0404的9.8条进行复验,判定是否合格
b) JIS G 0404的9.6条规定的冲击试验不合格的钢材,可按JIS G 0404的9.8条进行复验,判定是否合格。
c) 力学性能试验不合格的钢材,可以在热处理或再次热处理后,重新进行力学试验,判定是否合格。
12标志
经检验合格的钢材,在每件或每捆上,用适当的方法标明下列内容。但根据供需双方协议,可以省略项目的一部分。
1) 牌号(包含9.2条的热处理代号)
2) 炉号或检验号
3) 尺寸
4) 每捆的数量或重量(钢板或钢带)
5) 生产厂名称或商标
13报告
试验报告应符合JIS G0404的第13章(报告)的规定。在需方要求的情况下,生产厂应提供JIS G 0415表1规定的符号2.3或3.1B。
当使用表2的注1时,应在报告表上注明添加元素的含量。
附表1 规范性引用文件
JIS G 0404 钢和钢产品-一般交货技术要求
JIS G 0415 钢和钢产品-检验文件
JIS G 0416 钢和钢产品-力学试验用试样和试件的取样位置和试样制备
JIS G 0801 压力容器用钢板超声波探伤检验方法
JIS G 0901建筑用钢板及扁钢超声波探伤试验的等级分类和判定基准
JIS G 1211 钢和铁-碳含量的测定方法
JIS G 1212 钢和铁-硅含量的测定方法
JIS G 1213 钢和铁-锰含量的测定方法
JIS G 1214 钢和铁-磷含量的测定方法
JIS G 1215 钢和铁-硫含量的测定方法
JIS G 1216 钢和铁-镍含量测定方法
JIS G 1217 钢铁中铬含量测定方法
JIS G 1218 钢和铁-钼含量测定方法
JIS G 1219 钢和铁-铜含量测定方法
JIS G 1221 钢和铁-钒含量测定方法
JIS G 1227 钢和铁-硼含量测定方法
JIS G 1238 钢和铁-铬含量测定方法-电位滴定法
JIS G 1253 钢和铁-光电发射光谱分析方法
JIS G 1256钢和铁-X射线荧光分析方法
JIS G 1257钢和铁-原子吸收光谱分析方法
JIS G 1258钢和铁-电感耦合等离子荧光光度分析方法
JIS G 3192 热轧型钢的尺寸、重量和允许偏差
JIS G 3193 热轧钢板和钢带的尺寸、重量和允许偏差
JIS G 3194 热轧扁钢的尺寸、重量和允许偏差
JIS Z 2201 金属材料拉伸试样
JIS Z 2202 金属材料冲击试样
JIS Z 2241 金属材料拉伸试验方法
JIS Z 2242 金属材料冲击试验方法
附录1(规范性附录)
试样的取样位置
1范围
本附录规定了拉伸试样和冲击试样的取样位置。
2适用时间
本附录在2008年12月31日前有效。
3拉伸试样的取样位置
以下给出了拉伸试样和冲击试样的取样位置。
a) 钢板和扁钢 试样的中心应位于宽度方向的1/4宽度位置,在使用4号试样时,不但应位于宽度方向的1/4宽度位置,而且还应位于厚度方向的1/4厚度位置。但是,当不能在宽度方向的1/4宽度位置或厚度方向的1/4厚度位置取到试样时,应尽可能在接近上述位置的部位取样。
b) 型钢 取样位置应按附录1图1所示。当不能按附录1图1取样时,应尽可能在接近上述位置的部位取样。对于不能按照附录1图1所示取样位置取样的H型钢,应仿照工字钢进行取样。其它型钢按供需双方协议进行。
4冲击试样的取样位置
以下给出了冲击试样的取样位置。
a) 钢板和扁钢 试样的中心应位于宽度方向的1/4宽度位置,在使用4号试样时,不但应位于宽度方向的1/4宽度位置,而且还应位于厚度方向的1/4厚度位置。但是,当不能在宽度方向的1/4宽度位置或厚度方向的1/4厚度位置取到试样时,应尽可能在接近上述位置的部位取样。
b) 型钢 试样中心应位于距表面厚度1/4的位置(参照附录1图1)。但是,当不能按试样中心在距表面厚度1/4的位置取样时,应尽量靠近此位置取样。对于不能按照附录1图1所示取样位置取样的H型钢,应仿照工字钢进行取样。其它型钢按供需双方协议进行。
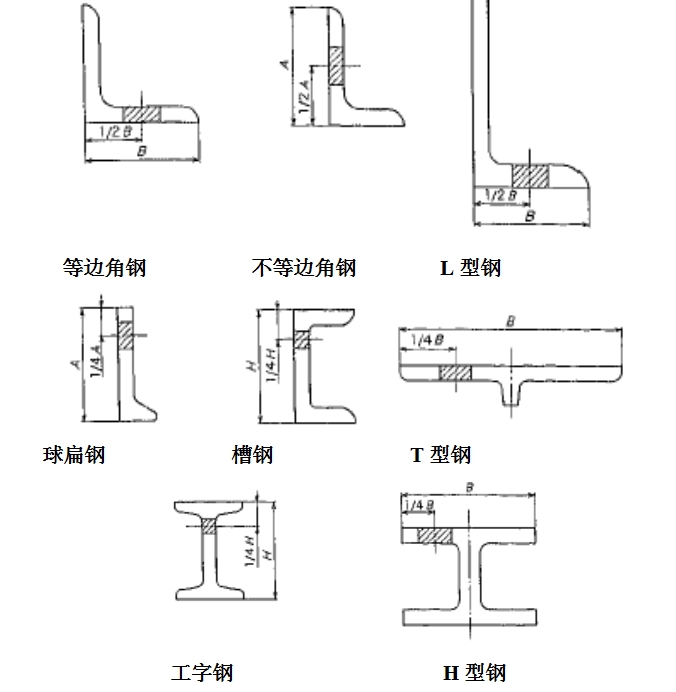
附录1图1 型钢拉伸试样和冲击试样的取样位置
附录2(规范性附录)
结构钢-钢板、宽扁钢、钢板和型钢
前言 本附录基于ISO 630结构用钢—钢板、宽扁钢、棒钢及型钢,1995年第2版发行,技术内容没有更改。
在本附录中加着重号的地方是在原国际标准上增加的内容。
此外,本附录还包括以下的附录。
附录A(规范性附录)试样的取样位置及方向
附录B(规范性附录)小尺寸冲击试样的吸收功
附录C(资料性附录)关于钢产品允许公差的国际标准的目录
附录D(资料性附录)关于焊接性的说明
1适用范围
本附录规定了标准中表1所列举的一般用途结构钢的质量。
本附录适用于厚度不小于3mm的钢板,宽度不小于600mm且厚度大于6mm的宽钢带,宽扁钢和棒钢以及热轧型钢,通常用于螺栓、铆钉或焊接联接的结构,在供货状态下使用(1)。
不包括以下钢种,其中有些钢种在其他的国际标准中有规定。
—锅炉及压力容器用钢(ISO 9328-2)
—深冲用钢板(ISO 3573及3574)
—调质(淬火回火)结构用钢
—混凝土钢筋用棒钢
—宽度不小于600mm且厚度不大于6mm的钢带(ISO 4955)
注(1):关于焊接时的注意事项,可参照国际焊接学会的分委员会IX-G出版的“C-Mn 及C-Mn合金微量添加钢的焊接及焊接指南”(文件ISS/I IW1843-87)及附录D的说明。
特别是对于等级为E355,要注意ISO4950-2所规定的在同级别内具有更好焊接性能的钢种。
2引用标准
以下标准通过本附录的引用构成本附录规定条文。本标准出版时所示版本为有效。所有的标准可能修订,鼓励按照本附录达成协议的当事人,认真研究使用如下标准的新版本的可能性。IEC及ISO成员保持了解现行的国际标准。
ISO 148:1983 钢-夏比冲击试验(V型缺口)
ISO 377-1:1989 钢材的试料和试样的选取和制备 第1部分 力学试验的试料和试样
该标准修订为ISO 377 –1997。
注:JIS G 0416 钢和钢产品-力学试验试料和试样的取样位置和制备等同上述标准。
ISO 377-2:1989 钢材的试料和试样的选取和制备 第2部分 化学成分测定的试样
该标准修订为ISO 14284-1996。
注:JIS G 0417 钢和铁-确定化学成分的取样和制样方法等同上述标准。
ISO 404:1992 钢和钢产品一般供货技术要求
ISO 2566-1:1984 钢-伸长率值的换算 第1部分碳钢和低合金钢
ISO 3573:1986 普通级和冲压级热轧碳素钢薄板
ISO 3574:1986 普通级和冲压级冷轧碳素钢薄板
ISO 4948-1:1982 钢分类 第1部分:根据化学成分钢划分非合金钢和合金钢
ISO 4950-2:1995 高屈服强度扁钢-第2部分:以正火或控轧状态下交货的扁钢材
ISO 4955:1994 耐热钢和合金
ISO 4995:1993 优质结构钢热轧薄钢板
ISO 6892:1984 金属材料拉伸试验
ISO 6929:1987 钢材定义和分类
ISO 7788:1985 钢-热轧钢板和宽扁钢表面质量-交货技术条件
ISO 9328-2:1991 压力容器钢板和钢带交货技术条件-第2部分:具有规定室温和高温性能的非合金钢和低合金钢
ISO 10474:1991 钢和钢产品-检验文件
注:JIS G 0415 钢和钢产品-检验文件等同上述标准。
3定义
术语“钢板”、“宽钢带”、“窄带钢”、及“宽扁钢”的定义见ISO 6929。
4一般要求
4.1炼钢
订货没有特殊协议时,炼钢工艺由生产厂自定。除质量0级以外,生产厂供货时应向用户提交工艺报告。
4.2交货条件
4.2.1产品通常是在轧制状态下交货。其他的交货条件可以在订货时进行协商。
4.2.2质量D级的扁钢产品,可以按以下两种之一订货。
-质量D1:在正火或同等条件下交货。附录2表3的力学性能适用于交货状态及交货后需方进行退火的两种情况。
-质量D2:附录2表3的力学性能仅适用于交货状态。交货状态由生产厂自定。
4.3表面质量-缺陷
4.3.1表面质量
产品具有与所用轧制条件相应的平滑表面。不允许存在对后部工序或终使用有害的缺陷。
4.3.2钢板及型钢 适用ISO 7788的要求。
4.3.3规格大的产品
a) 厚度不低于相应的国际标准(参照附录C的目录)规定的允许下限,或没有国际标准时,局部减厚不得大于其公称值的6%的小缺陷,生产厂可以用研磨去除。
b) 除在订货文件上有特殊规定,深度比a) 规定限度大的缺陷,可以按以下条件进行焊接修补。
-由于焊接前去除缺陷造成的材料的厚度的减少应不大于公称厚度的2%。
-所有焊接应由具有技能高的焊工,用与修补的钢材等级相当的焊条,按用户认可的焊接工艺进行焊补。
5各牌号等级的技术要求
5.1化学成分
所规定的钢按ISO 4948-1规定应划分为碳素钢。
5.1.1熔炼分析 根据熔炼分析,成分的大值应符合附录2表1的规定。
5.1.2成品分析 附录2表2给出了成品分析与附录2表1给出的熔炼分析值的允许偏差。
5.2力学性能
当按照6.4条准备的试样进行试验时,按4.2条定义的交货状态的钢应符合附录2表3规定的力学性能。
厚度大于200mm 产品的力学性能应按照供需双方协议。
6检查和试验
6.1一般要求
本附录包括的轧制钢材的检查及试验,以及产品的相关力学性能及化学成分分析,可按ISO 404-1992中8.3规定的条件进行。但是,对等级为E185的产品只能按照非特定检查和试验交货。产品化学成分分析及常温冲击吸收功的值的验证,应根据询价和订货时的协议进行。如果在合同中规定了检查和试验,如无其它特殊规定,应按照6.2条到6.5条进行。
6.2 试验单元 为每一炉钢。
6.2.1试验单元为同一炉钢50t 或少于50t。
6.2.2对每个试验单元并且按附录2表3划分的厚度范围,逐项进行以下的试验。
-拉伸试验1次[厚度不大于16mm 的产品,按6.2.4 a)进行追加试验。]
-订货文件如有规定,C级要在0℃进行一组3根的冲击试验,D级要在-20℃进行一组3根的冲击试验。
-成品分析1次
-B级要在+20℃进行一组3根的冲击试验。
6.2.3用户或用户代表为确认产品的特性,可到现场选取试验用样坯(参照ISO 404)。
6.2.4除非用户有特殊规定,应按如下顺序。
a)拉伸试验 按附录2表3规定的每一个厚度范围,取1个样坯。但厚度不大于16mm的范围,产品大厚度不允许超过小厚度的2倍。
b)冲击试验 按附录2表3规定的每一厚度范围取1个样坯。在询价和订货时达成协议,D级扁平产品在每件产品上取样坯(母钢板或母钢带)。
6.3样坯的取样位置及方向(参照ISO 377-1及ISO 377-2)
6.3.1钢板、宽钢带及宽度不小于600mm的宽扁钢
样坯在距宽度边缘1/4的位置采取。
a) 拉伸试样的纵轴与轧制方向垂直。
b) 冲击试样的纵轴常与轧制方向平行。
6.3.2型钢、大型型钢及宽度小于600mm的扁钢
试样的纵轴与轧制方向平行。但根据协议,宽度450~600mm也可以用横向试样。
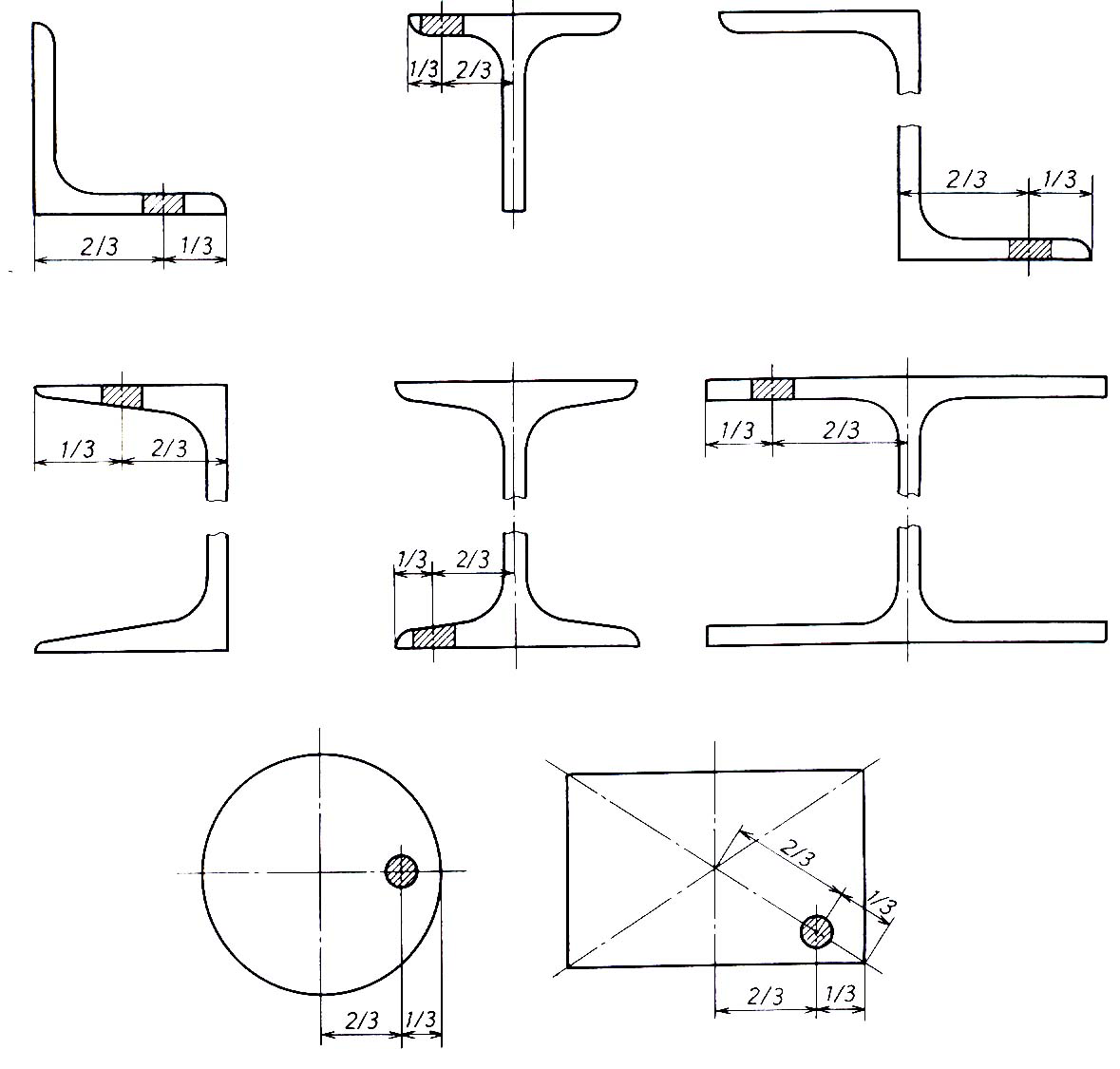
关于型钢,样坯应从试样的轴线位于半翼缘(H型钢和U型钢参照ISO 6929)或翼缘(其他型钢)距外侧端1/3的位置上取样,如果是小型钢,要尽可能在接近此位置上取样(参照附录A图A.1)。带有斜度翼缘的型钢可在腹板1/4的位置取样。
6.3.3圆钢、方钢、扁钢、六角钢棒及类似产品
试样的纵轴应与轧制方向平行。
关于小尺寸产品应将产品自身作为试样。
关于其他情况,试样的轴尽可能按下面的位置取样。
-对方钢及扁钢,在宽度(距外侧面)或对角线的1/6位置取样。
-对圆钢及六角钢,在对角线或直径的1/6位置取样(参照附录A图A.1)
附录2表1化学成分(熔炼成分)
牌号 | 等级 | 厚度e mm | 脱氧法 (2) | C % 大 | Si % 大 | Mn % 大 | P % 大 | S % 大 |
E 185 (Fe 310) | 0 | |||||||
E 235 (Fe360) | A B
C D |
≤16 >16~25 ≤40 >40
| - - - NE NE NE GF | 0.22 0.17 0.20 0.17 0.20 0.17 0.17 | - 0.40 0.40 0.40 0.40 0.40 0.40 | - 1.40 1.40 1.40 1.40 1.40 1.40 | 0.050 0.045 0.045 0.045 0.045 0.040 0.035 | 0.050 0.045 0.045 0.045 0.045 0.040 0.035 |
E 275 (Fe430) | A B
C D |
≤40 >40
| - NE NE NE GF | 0.24 0.21 0.22 0.20 0.20 | - 0.40 0.40 0.40 0.40 | - 1.50 1.50 1.50 1.50 | 0.050 0.045 0.045 0.040 0.035 | 0.050 0.045 0.045 0.040 0.035 |
E 355 (Fe510) | C
D
| ≤30 >30 ≤30 >30 | NE NE GF GF | 0.20 0.22 0.20 0.22 | 0.55 0.55 0.55 0.55 | 1.60 1.60 1.60 1.60 | 0.040 0.040 0.035 0.035 | 0.040 0.040 0.035 0.035 |
注(2) NE:非沸腾钢
GF:这些钢为含有大量的细化晶粒元素(例如全Al 不小于0.02%)。
说明:()中的字母为钢材的原牌号。
附录表2 成品分析与相应熔炼分析规定值的允许偏差[参照6.4.3 a]
元素 | 规定界限值% | 允许偏差% |
C Si Mn P S | ≤0.24 ≤0.55 ≤1.60 ≤0.050 ≤0.050 | +0.03 +0.05 +0.10 +0.010 +0.010 |
附录2表3 力学性能
等级 | 质量 | 屈服点Reh,不小于,N/mm2 | 抗拉 强度 Rm(3) N/mm2 | 伸长率A,不小于(L0=5.65 | 冲击试验 (V型缺口),KV | |||||||||||
厚度 mm | 厚度 mm | |||||||||||||||
≤16 | >16~40 | >40~63 | >63~80 | >80~100 | >100~150 | >150~200 | ≤40
| >40~63 (4) | >63~100 (4) | >100~150 (4) | >150~200 (4) | 试验温度 ℃ | 冲击功≥(5) J | |||
E185(6) (Fe 310) | 0 …… | 185 | 175 | - | - | - | - | - | 300~540 | 18 | - | - | - | - | - | - |
E235 (Fe 360) | A B(4) B NF C D | 235 235 235 235 235 | 225 225 225 225 225 | 215 - 215 215 215 | 215 - 215 215 215 | 215 - 215 215 215 | 195 - 195 195 195 | 185 - 185 185 185 | 340~470 340~470 340~470 340~470 340~470(7) | 26 26 26 26 26 | 25 - 25 25 25 | 24 - 24 24 24 | 22 - 22 22 22 | 21 - 21 21 21 | - - +20 0 -20 | - - 27 27 27 |
E275 (Fe 430) | A B C D | 275 275 275 275 | 265 265 265 265 | 255 255 255 255 | 245 245 245 245 | 235 235 235 235 | 225 225 225 225 | 215 215 215 215 | 410~540 410~540 410~540 410~540(7) | 22 22 22 22 | 21 21 21 21 | 20 20 20 20 | 18 18 18 18 | 17 17 17 17 | - +20 0 -20 | - 27 27 27 |
E355 (Fe 510) | C D | 355 355 | 345 345 | 335 335 | 325 325 | 315 315 | 295 295 | 285 285 | 490~640 490~640(7) | 22 22 | 21 21 | 20 20 | 18 18 | 17 17 | 0 -20 | 27 27 |
符号:Reh :上屈服应力 L0:试样的原始标距
Rm:抗拉强度 S0:原始标距的原始横截面积
A:断后伸长率% 1 N/mm2=1Mpa
注(1):宽钢带的抗拉强度仅适用范围的小值。
(2):横向试样(宽不小于 600mm 的钢板及宽幅扁钢)时,从这些值中减去2个百分点。
(3):3个试样的平均值。每个试验值不允许低于规定小平均值的70%。
(4):B级只在厚度小于25 mm范围内提供。
(5):厚度大于100 mm时,允许将范围的下限值降低20 N/mm2 。
6.4试验方法-试样的种类
6.4.1拉伸试验(参照ISO 6892)
通常使用的试样是比例型的板状或棒状,原始标距Lo按下式计算。
Lo=5.65
这里,So为标距部分的原始横截面积。
具有长方形横截面的板状试样。原始标距部分的大宽度为40mm,其厚度为产品的厚度;但是,产品的厚度大于30 mm时,也可以将一面刨平或铣平到30 mm。
棒状试样可以用厚度大于40 mm的产品。直径为10~30 mm产品的原始标距由上式决定。试样的轴应位于产品厚度的1/4的位置。
可使用具有固定初始标距长度的非比例试样。
此时应参照变换表(参照ISO 2566-1)。但在发生争议时,应考虑比例试样获得的结果。
附录2表3中规定的屈服点是上屈服点为ReH。如果屈服现象不明显,可以选用0.2%屈服强度(Rp0.2)或0.5%屈服强度(断后伸长率)(Rt0.5)其中的一个。如果这些值中的一个或其它满足屈服强度的规定值时,在这里材料满足规定。
6.4.2 冲击试验
冲击试验应符合以下的规定。
a) 冲击试验
通常对厚度不小于12mm或直径不小于16mm的产品进行冲击试验。冲击试样应进行机加工,其加工面到轧制表面的距离不大于1mm。
厚度大于40mm产品,试样应从试样轴线位于表面到厚度的1/4位置取样。
缺口应与轧制表面垂直。如果在定货时达成协议,对于厚度小于12mm的产品也可以进行冲击试验。此时试样的尺寸应符合ISO148的要求,即:10mm×7.5mm和10mm×5mm或符合10×e(e:产品的厚度)。
冲击吸收功的规定值应符合附录B的规定。
b) 试验应使用V型缺口试样,将试样的两端支撑起来进行试验(参照ISO148),除复验外,试验值为从同一产品相互邻接位置切割的3根试样结果的平均值(参照6.4.5)。
6.4.3 化学分析
化学分析应符合以下的规定。
a) 定货时如规定进行成品分析,取样数量应按照供需双方的协议。
样坯可以从用于研究力学性能的试样或与试样相同位置的产品的全厚度上选取。发生异议时,只考虑在产品全厚度选取的试样的分析值。
化学分析用样坯的取样及制备应符合ISO14284的规定。
b) 发生异议时,所采用的化学分析方法应按照相对应的国际标准中规定的要求。没有国际标准时,采用的方法应按照供需双方的协议。
6.4.4 无效试验及有缺陷的试样
由于进行试验时的错误而导致得不到所需要的结果时,该试验无效。所谓进行试验的错误,就是指机加工失误,往试验机上安装错误,试验机失效或其它与材料本身无关的所有异常现象。
如果使用有缺陷的试样得到能够满足要求的结果,该批可接收,但是,就对应的成品(选取样坯的成品)可以进行一个单独的试验以检验其缺陷。
6.4.5 复验
如在检查时没有得到所需的结果时,除特殊协议外,可以进行如下的附加试验。
a) 拉伸试验 适用于按ISO 404:1992的8.3.4.3.2条 “单值试验” 规定的步骤。
b) 冲击试验 冲击试验的结果应按照ISO404:1992的8.4.3.2条规定的批试验进行评价,需要复验时,按ISO404的8.3..4.3.3条进行。
6.5检验文件
要求检验文件的种类应从ISO 10474定义中的文件中选取,并事先在合同中指明。
无论哪种检查文件,在检查文件中要包括涉及定货钢种的所有化学成分的熔炼分析值。
7分类及重新处理
分类及重新处理应符合ISO404:1992的第9章的规定。
8非破坏性试验
如果用户要求使用非破坏性试验检验产品的内部质量,如超声波,磁场或浸透探伤法,应在询价和定货时达成协议。该协议应包含试验方法及其结果解释的详细内容。
9标志
如在定货时没有其他协议,等级E185以外的产品要明确的标记以下事项。
a)钢的等级及质量的识别代号
b)生产厂商标。
c)如有必要,要标记能够识别检验文件、样坯和产品等的代号、文字或数字。
小件产品打捆出厂时,可在每捆固定的标签上标明以上事项。(或在上面的钢板标明)。
10订货
订货文件应包括以下规定。
-是否要求特殊的炼钢方法(4.1条)
-需方是否需要被告知炼钢方法(方法由生产厂选择。)(4.1条)
-是否要求特殊的交货条件(4.2条)
-所需要质量D级(4.2.2条)
-是否不允许焊接修补[(4.3.3b条)]
-是否要求成品分析(5.1.2条)及所要求试样的数量[(6.4.3a)条]
-B级是否要求进行冲击试验(6.1条)
-D级是否要求每一轧制产品都进行冲击试验[(6.2.4b)条]
-厚度小于12 mm的产品是否要求进行冲击试验[(6.4.2a)]
-是否允许复验(6.4.5条)
-所要求的检查文件的种类(6.5条)
-是否需要做非破坏检查(第8章)
-是否要求其他种类的标记(第9章)
生产厂不需要考虑没有规定的内容。
附录A(规范性附录)
试样的取样位置和方向
前言
本JIS标准的附录(规范性附录)基于1995年发行的ISO 630“结构用钢材—钢板、宽扁钢、钢棒及型钢”第2版,技术内容没有修改。
试样的位置
注:参照6.4.2 [关于冲击试验也参照6.4.2 a ,]
附录A图A.1 试样的取样位置及方向
附录B(规范性附录)
小尺寸冲击试样的冲击功
前言
本JIS标准的附录(规范性附录)基于1995年发行的ISO 630“结构用钢材—钢板、宽扁钢、钢棒及型钢”第2版的附录B(规范性附录),技术内容没有修改。
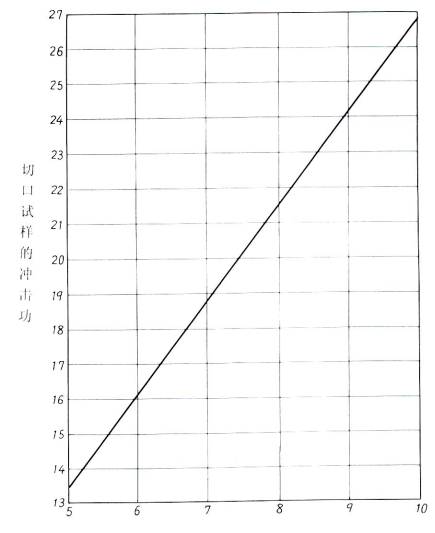
试样的宽度 mm
附录B图B.1 宽度5到10mm 的试样小冲击吸收功
附录C (资料性附录)
关于钢产品允许偏差的国际标准的目录
前言
本JIS标准的附录(规范性附录)基于1995年发行的ISO 630“结构用钢材—钢板、宽扁钢、钢棒及型钢”第2版的附录B(规范性附录),技术内容没有修改。
此外,如该附录只是对有关标准内容的补充,不应是标准的一部分。
ISO 657-5:1976 热轧型钢尺寸 第5部分:等边角钢和不等边角钢 公制和英制系列的偏差
ISO 657-13:1981热轧型钢尺寸 第13部分:斜缘工字钢和槽钢的尺寸公差
注:ISO 657-13:1981年于2002年取消。
ISO 657-18:1980 热轧型钢尺寸 第18部分:造船用L型钢(公制系列)尺寸、截面特性及偏差
ISO 657-19:1980热轧型钢尺寸 第19部分:球扁钢(公制系列)尺寸、截面特性及偏差
ISO 1035-4:1982 热轧钢棒 第4部分:尺寸偏差
ISO 7452-1984 热轧结构钢钢板 外形和尺寸偏差
附录D(资料性附录)
关于焊接性的说明
前言
本JIS标准的附录(规范性附录)基于1995年发行的ISO 630“结构用钢材—钢板、宽扁钢、钢棒及型钢”第2版的附录B(规范性附录),技术内容没有修改。
此外,如本附录只是对有关标准内容的补充,不应是标准的一部分。
本附录所规定的钢对于各种焊接工程不具有无限的适用性,焊接时及焊接后的钢的性能不仅与材料、尺寸和外形,而且与部件的生产和使用条件有关。
牌号E185和A级没有有关焊接性能的信息,也没有相应化学成分和焊接时取得令人满意的方式的要求。
B、C和D级钢一般适用于所有的焊接方法。
焊接性从质量B到D逐步提高。对牌号E235B,特别是焊接时产生偏析带时,镇静钢(NE或GF)比不进行特别脱氧的钢好。
随着产品厚度的增大,强度级别增加,主要的危险是在焊接部位产生低温裂纹。
低温裂纹是由于下列综合原因引起的。
-在焊接金属中扩散性的氢元素;
-热影响区的脆性组织;
-焊接接头处明显的拉伸应力集中。
附录3(资料性附录)
JIS标准与相应国际标准对比表
JIS G 3106:2004 焊接结构用轧制钢 | ISO 630:1995结构钢-钢板、宽扁钢、钢棒和型钢 | ||||||
(I)JIS 要求 | (II)国际标准号 | 国际标准要求 | (IV)JIS和国际标准条款技术差异的分类和细节。 差异位置:正文,附录 标志方法:连续侧线 | 技术修改的理由和下一步措施 | |||
条款 | 内容 | 条款 | 内容 | 按条款划分 | 技术差异细节 | ||
1 | 范围: 钢板、钢带、型钢和扁钢 | ISO 630 | 1 | 范围:钢板、宽钢带、宽扁钢、钢棒和型钢 | MOD/删除 | JIS不包括钢棒 | 钢棒规定在其他JIS标准中,如有需要可以使用。 |
2 | 规范性引用文件:JIS G 0404、JIS G 0415、JIS G 0416等 | 2 | 规范性引用文件:ISO 148-1、ISO 377等 | MOD/替换 | 一些JIS标准没有对应的国际标准。 | 在与引用标准统一后,可以引用国际标准。 | |
3 | 分类和牌号:SM400A、B、C SM490 A、B、C SM490YA、YB SM520C SM570 | 5 | 牌号和等级: E185 E235 E275 E355 | NEQ | JIS的牌号命名根据抗拉强度确定,而ISO是根据屈服强度。 | ||
4 | 化学成分:规定了5种元素(C、Si、Mn、P、S)。有必要时可加入合金元素。 | 5 | 牌号和等级:规定了5种元素(C、Si、Mn、P、S)。也可提供加入元素能造成晶粒细化组织的牌号。 | NEQ | ISO规定略松,特别是P和S。 | 建议使用JIS的规定。 | |
5 | 碳当量和焊接裂纹敏感性的化学成分当量 | NEQ | ISO没有规定。 | 建议ISO进行此规定。 | |||
6 | 力学性能 | 6 | 检验和试验 | - | |||
(I)JIS 要求 | (II)国际标准号 | 国际标准要求 | (IV)JIS和国际标准条款技术差异的分类和细节。 差异位置:正文,附录 标志方法:连续侧线 | 技术修改的理由和下一步措施 | |||
条款 | 内容 | 条款 | 内容 | 按条款划分 | 技术差异细节 | ||
6.1 | 屈服点或屈服强度、抗拉强度和伸长率 | 6.2.4 | 拉伸试验、屈服强度、抗拉强度和伸长率 | NEQ | JIS与ISO屈服强度和抗拉强度比例不同(命名概念不同)。 | 将向ISO建议JIS的等级。 | |
6.2 | 夏比冲击吸收功:B级:0℃,≥27J C级:0℃,≥47J SM570:-5℃,≥47J | 6.4.2 | 冲击试验,试验温度,-20、0、20℃,≥27J | MOD/替换 | JIS与ISO规定的温度和吸收功数值不同。 | ||
7 | 外形、尺寸、重量和允许偏差:引用了JIS G3192、JIS G 3193和JIS G3194 | NEQ | ISO没有该条款。 | ||||
8 | 外观:引用了JIS G3192、JIS G 3193和JIS G3194 | 4.3 | 表面质量-引用了ISO 7788的缺陷。 | NEQ | JIS与ISO引用标准不同。 | 将统一引用标准。 | |
9 | 热处理和代号:规定了正火、淬火回火、回火和控轧控冷。 | 4.2 | 交货条件:轧制状态。其他状态协商确定。 没有规定代号。 | NEQ | ISO没有规定代号。 | ||
10 | 试验 | ||||||
10.1 | 化学成分分析引用了JIS G 0404的第8章。引用了JIS的分析方法。 | 6.4.3 | 化学成分分析:如不存在相应的国际标准,使用的方法应由供需双方协商确定。 | MOD/替换 | JIS引用了JIS分析方法 | 将统一JIS与ISO的分析方法。 | |
10.2 | 分析方法引用了JIS G 0404的第9章。超过50t取两个样。 试样的取样位置引用了JIS G 0416。 | 6.2 | 试验批不大于50t。
试样的取样位置。 | NEQ | JIS与ISO在试验批超过100t时试样数量不同。 试样取样位置已统一。 | 建议使用JIS标准。 | |
11 | 检验 一般检验和复验引用了JIS G 0404。 | 6.4.5 | 复验引用了ISO 404 | IDT | |||
(I)JIS 要求 | (II)国际标准号 | 国际标准要求 | (IV)JIS和国际标准条款技术差异的分类和细节。 差异位置:正文,附录 标志方法:连续侧线 | 技术修改的理由和下一步措施 | |||
条款 | 内容 | 条款 | 内容 | 按条款划分 | 技术差异细节 | ||
12 | 标志 a) 牌号(包含9.2条的热处理代号) b) 炉号或检验号 c) 尺寸 d) 每捆的数量或重量(钢板或钢带) e) 生产厂名称或商标 | 9 | 标志 a) 钢的牌号和等级 b) 生产厂商标 c) 需要的标识号码 | MOD/增加 | JIS比ISO规定了更多项目。 | 建议使用JIS标准。 | |
13 | 报告:引用了JIS G 0404和JIS G 0415。 | 6.5 | 引用了ISO 10474的检验文件。 | MOD/替换 | JIS比ISO的内容更详细。 | 建议使用JIS标准。 | |
附录1 | (规范性附录)试样的取样位置 | 附录A | 试样的取样位置和方向 | NEQ | JIS规定了适用日期,未来将与ISO统一。 | ||
附录2 | (规范性附录)结构钢-钢板、宽扁钢、钢棒和型钢 | 文 | (规范性附录)结构钢-钢板、宽扁钢、钢棒和型钢 | IDT | |||
附录A | (规范性附录)试样的取样位置和方向 | 附录A | (规范性附录)试样的取样位置和方向 | IDT | |||
附录B | (规范性附录)小尺寸冲击试样的吸收功 | 附录B | (规范性附录)小尺寸冲击试样的吸收功 | IDT | |||
附录C | (资料性附录)关于钢产品允许公差的国际标准的目录 | 附录C | (资料性附录)关于钢产品允许公差的国际标准的目录 | IDT | |||
附录D | (资料性附录)焊接性能说明 | 附录D | (资料性附录)焊接性能说明 | IDT | |||
JIS采用相应国际标准的程度:MOD。
注:1 上表中分类栏符号如下:
-IDT:技术内容等同。
-MOD/删除:删除了国际标准的条款或内容。
-MOD/增加:增加了国际标准中不包括的条款或内容。
-MOD/替换:替换国际标准中的技术规定。
2 栏中JIS采用相应国际标准程度的符号意义如下:
-MOD:修改采用国际标准。

 手机网站
手机网站
 客服电话
客服电话